MONTURE PONCET
Cette page décrit la conception et la fabrication d'une monture Poncet.
Comme une monture de ce type est très liée à la lattitude sur laquelle on l'utilise, j'expliquerai comment concevoir,
avec un logiciel de CAO, ce type de monture.
Si on ne prends pas en compte la lattitude du lieu, l'inclinaison de la table lui fera perdre tout son intérêt:
avoir au moins une position avec un plan horizontal.
Certaines dimensions de cette table proviennent du besoin de mettre un Dobson LightBridge 12" dessus. Notamment son plateau 51x41cm.
Par convention, dans ce site web, les commentaires précèdent la photo.
Conception
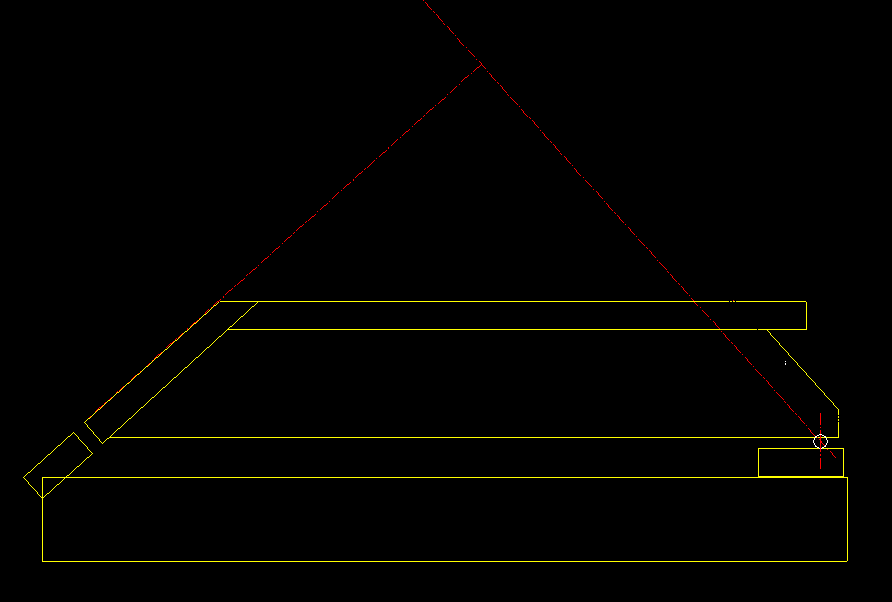
Tracer l'axe de rotation qui correspond le mieux à l'angle du lieu (Axe rouge à 48°).
Tracer le plateau circulaire à la perpendiculaire (Autre axe rouge).
Couper virtuellement ce cône selon une ligne horizontale, à la hauteur la plus basse possible qui vous donne quand même
la durée de suivi recherchée.
Cette première copie d'écran est la vue en coupe de l'idée de départ sans les cotations.
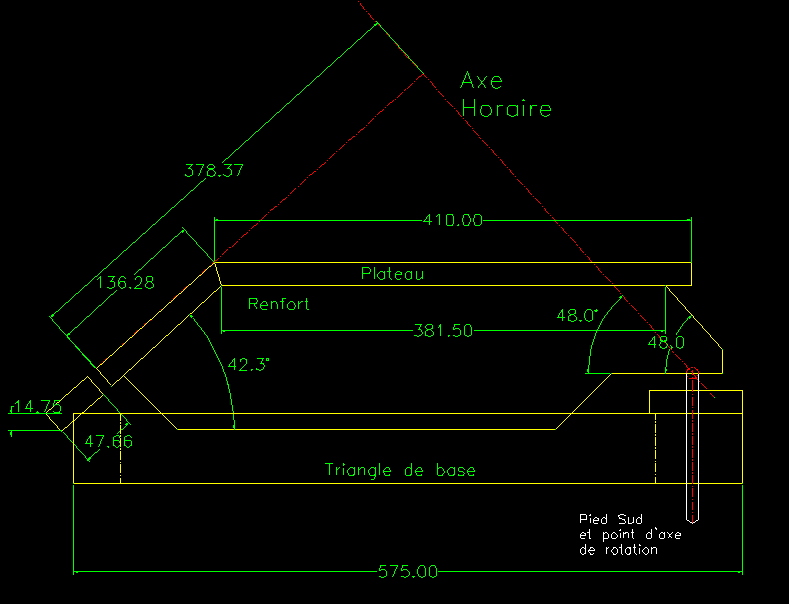
Avec les cotations, c'est moins clair.
Les scies sur table ne coupent pas au delà de 45°, donc au lieu de couper à 42° et 48°
nous avons coupé le raccord entre la table et le secteur lisse à 24° sur chaque (24+24=48).
Donc les plans ont dûs être remis à jour et le point de rotation Sud a été déplacé.
Vous remarquez l'angle de 48° de la partie inclinée très près de la tige filettée M10.
C'est pour caler un laser qui donnerait un premier réglage sur l'axe polaire.
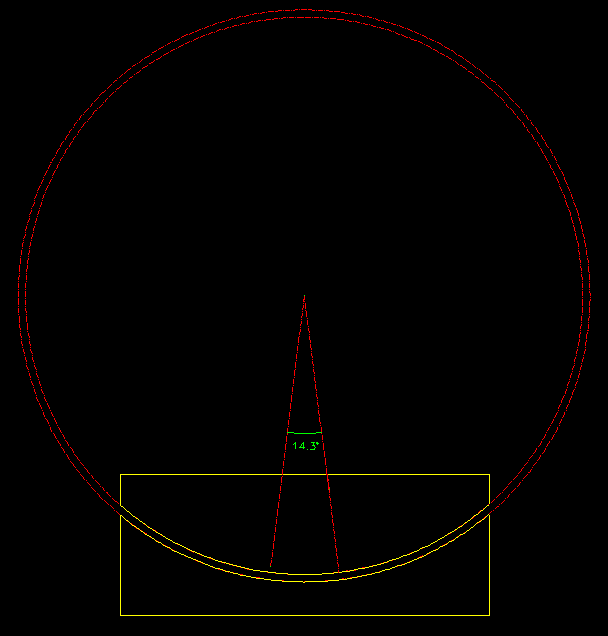
Cette copie d'écran montre ce que représente un secteur virtuel de 378mm de rayon (Rouge pointillé).
Le deuxième cercle (Rouge pointillé aussi) fait 10mm de plus, c'est le diamètre de la fraise de la défonçeuse qui a séparé les deux pièces.
En jaune, ce sont les pièces réelles.
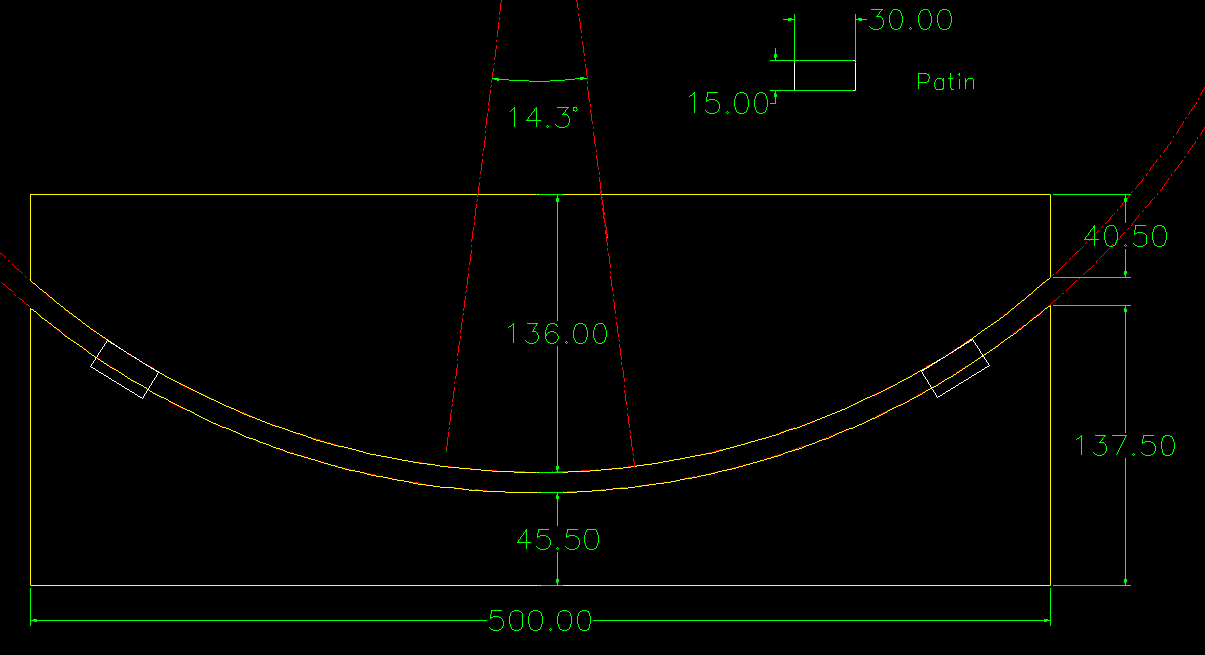
L'angle de 14° (je voulais 15) donne une idée de la position des 2 patins pour avoir une heure de suivi.
Plus les 2 patins sont écartés, plus le plateau sera stable. Plus ils sont ressérés plus on ouvre l'angle de rotation de la monture.
Voici le dessin avec les cotes.
Réalisation, assemblage
Première pièce à assembler : le renfort sous la table.
La photo montre aussi les pièces suivantes: Secteur lisse et son complément.

Le plateau en chêne lamellé collé s'est déformé. Pour assembler la pièce suivante,
il fallait contrer cette déformation avec des pinces étaux.


Le triangle qui constitue la base et les 3 points d'appuis (dont 2 réglables).
Le bois est du Robinier, très dur, ce qui oblige à faire des avant trous, même pour des vis en inox.
Montage du petit renfort en chêne sur le triangle en Robinier.
L'equerre est là pour rappeler qu'il faut vérifier que le trinagle est isocèle.
C'est à ce stade que j'ai dû remettre les plans à jour.
Repérage par 3 distances au bord du secteur lisse, traçage du point d'appui (=axe de rotation horaire).
3 distances => 3 traits, et on vise le milieu.

Perçage du trou pour la tige filletée M10x140mm et cone de réception de la demie boule.
En clair toute la qualité du résultat repose sur la bonne position du cône taillé dans le renfort qui reçoit
la forme demi sphérique de la tige filletée M10.
Sinon la conséquence c'est un faux rond virtuel qui inclue la section du secteur lisse.
Tournage de la tige filletée M10x140, cône par terre et demie sphère en haut.

Sur cette photo, vous voyez :
La vis de reglage, le trou a été perçé à 8mm et j'ai taraudé M10. Le bois fait office d'écrou long.
Un petit coup de rabot a été passé pour poser le complément de secteur lisse.
Un petit avant trou pour visser le complément du secteur lisse.

Repérage et fixtion de la partie complémentaire du secteur lisse. Cette pièce avait été découpée en même temps que le secteur lisse.
Habituellement on trouve 2 roulettes pour faire tourner cette monture. J'ai choisi de mettre des patins de frottement en nylon.
La raison est la plus grande surface de contact qui moyenne les aspérités micrométriques du bois.

Ebauche de découpage des encoches pour les 2 patins, à la scie sauteuse.

Ajustage à la rape.
En fait le choix de la largeur des patins a été déterminé par la largeur de la rape :-)

On dirait que ça ressemble au résultat final, mais il y a encore quelques finitions.

Motorisation
Il y avait le choix entre deux solutions
A un entrainement horaire du secteur lisse à base de ruban et de gallets à billes la vitesse aurait été constante. Mais il y a un risque de jeux mécaniques.
B un entrainement à base de vis poussante et de frictions. Pas de jeux car toutes les pièces sont en appuis, mais la vitesse du moteur ne serait pas constante.
J'ai choisi la solution B. Qui implique de supprimer le bouton de la vis de réglage Ouest. Oui c'est facheux.
Cela implique aussi d'étalonner la vitesse du moteur pour obtenir la vitesse sidérale.
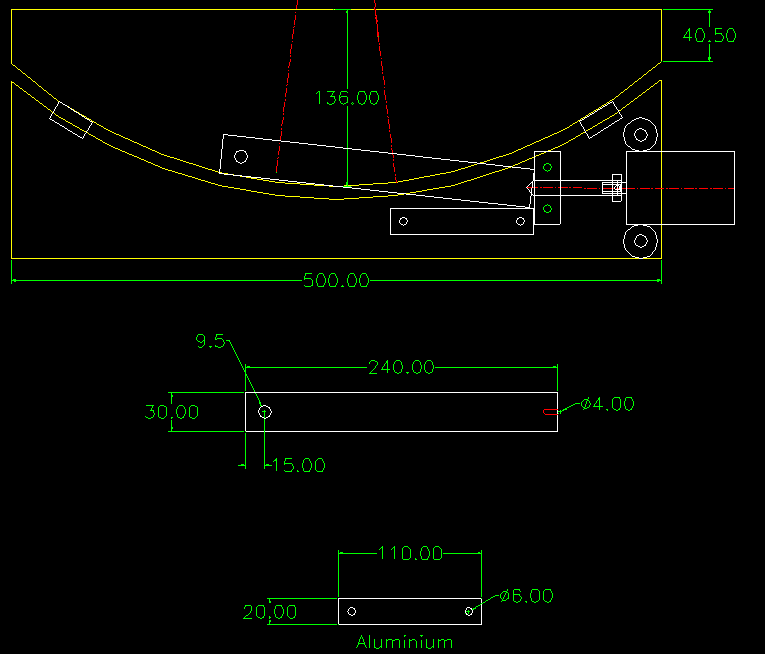
Le principe : un moteur pas à pas fait tourner une vis poussante. Elle pousse sur un bras fixé au secteur lisse par un boulon M10.
Le trou dans le bras est 9,5mm pour supprimer le jeu.
La vis poussante est taillée en cone et tourne dans un trou de 4mm dans le bras.
Le bras est guidée par une pièce en aluminium.
Voici le plan:
Dans cette solution, les pièces d'acier peuvent user les pièces en bois et créer du jeu, dans ce cas un peu d'huile regonflera le bois.
J'attends le premier essai pour ajuster la position de l'écrou et du guide aluminium.

Conclusion:
On fait au mieux, mais je m'aperçois qu'il faut une telle précision sur plusieurs tracés,
découpes et assemblages de pièces que le résultat est quand même incertain.
Surtout si on se fixe comme but de tirer des photos avec. Pour l'instant je n'ai pas commencé les tests.
Contactez moi pour vos remarques ou des erreurs qui se seraient glissées dans cette page.
mailto:gerald.mauboussin@gmail.com
Page crée le 30.12.2022
- - - - -Dernière mise
à jour 12.06.2023.
Copyright
2006 - 2023 Toutes les pages de ce site ne peuvent être
reproduites sans le consentement de son auteur.